

Механизмы оптимизации затрат на персонал
Мансуров Руслан Евгеньевич,
Кандидат экономических наук,
Директор Зеленодольского филиала Института экономики, управления и права (г.Казань)
Аннотация. Статья посвящена рассмотрению различных способов повышения эффективности использования трудовых ресурсов в организации. Рассмотрены практически применимые подходы к оптимизации численности персонала. Даны практические механизмы применения аутстаффинга.
Ключевые слова: повышение эффективности персонала, оптимизация численности, аутстаффинг.
Вопросы повышения эффективности использования трудовых ресурсов в настоящее время приобретают особую актуальность. И еще большую актуальность имеют вопросы оптимизации затрат на персонал. «Как определить необходимую и достаточную численность персонала?», «Как организовать их деятельность?», «Как снизить затраты на персонал не в ущерб основной деятельности компании?». На эти и другие актуальные вопросы автор постарается ответить в данной статье! При этом все рекомендации будут основаны не на теоретических выкладках, а на вполне практическом опыте автора.
Итак, «Как определить какое количество персонала достаточное на том, или ином месте?»Если конечно у вас очень маленькая фирма, то вероятно эту проблему вы сможете легко решить экспертно – основываясь только на личном опыте и представлении о том, как и что должно работать. Но если масштабы деятельности у вашей компании средние и выше, тогда можно рекомендовать приведенные ниже механизмы.
1. Расчетный способ. Этот способ предусматривает проведение непосредственных расчетов связанных с осуществлением тех или иных операций в вашей фирме. Рассмотрение будем проводить на примере деятельности кафе. Если вы являетесь владельцем столовой, кафе, небольшого ресторана и т.д, то приведенные ниже расчеты численности персонала могут быть приняты вами без дополнительной обработки.
Итак, перед нами стояла задача определения необходимого и достаточного количества персонала кафе для обслуживания посетителей. Для решения этой задачи было сделано следующее:
1) Были произведены замеры количества посетителей кафе.
2) Были произведены опросы посетителей кафе с целью выяснить:
- будут ли они систематически посещать кафе и какова предполагаемая частота посещения (ежедневно, раз в неделю и пр.);
- максимальная цена обеда, при которой посетитель будет обедать в нашем кафе;
- ассортимент, предлагаемый ежедневно (количество блюд на выбор);
- что будет покупать посетитель (первое, втрое и третье или только первое и т.д.)
При этом, чтобы получить среднедневное значение посетителей, которые собираются посещать кафе. По людям, которые выразили желание обедать не каждый день был произведен пересчет. Например, если человек планировал питаться в кафе 1 раз в неделю (4 раза в месяц), то 4 / 20 (количество посещения кафе каждый рабочий день в течении месяца) =0,2 человека. Таким образом, было определено, что 183,2 посетителя будут ежедневно посещать кафе.
Ответы на прочие вопросы анкеты (ассортимент блюд, что будут покупать сотрудники) были необходимы экономической службе, чтобы оценить себестоимость производства блюд в целом и среднюю на одного человека. Далее сопоставив ее со средней стоимостью обеда, на которую согласны посетители (по результатам анкетирования), был заложен уровень рентабельности равный 15%.
Таким образом, получилось, что 183,2 посетителя будут ежедневно посещать кафе при этом средняя стоимость обеда будет составлять 72 рубля. Среднемесячный выпуск продукции собственного производства кафе будет составлять 275,2 тыс.руб. (183,2 чел * 72 руб * 20 раб.дней).
2) Принимая во внимание большое количество посетителей, было условно определено, что посещение посетителями столовой будет осуществляться в 4 этапа с интервалом в 0,5 часа. Разделение на большее количество этапов не целесообразно, так как обедать раньше 12 часов дня и позже 14 часов дня врят ли кто-то захочет.
Получается, что пропускная способность кафе должна составлять 45,8 человека за 0,5 часа (183,2 чел / 4 интервала по 0,5 часа каждый). Предполагая, что скорость движения очереди должна определяться последним обслуживающим звеном (кассиром). Принимая во внимание, что среднее время обслуживания кассиром 1 человека составляет 0,7 – 1 минуту. Получается, что на обслуживание 45,8 человек потребуется от 32,06 до 45,8 минут. В такой ситуации мы не укладывается в отведенный интервал времени равный 0,5 часа.
Соответственно, было принято решение создать 2 линии обслуживания посетителей (соответственно 2 кассира). В таком случае обслуживание очереди производится за 16,03 – 22,9 мин.
3) Как было указано выше, скорость движения очереди должно определять завершающее звено (кассир). В целях обеспечения же движения очереди с требуемой скоростью, на раздаче было принято решение поставить 2 человека (повара) на каждой линии обслуживания. Один на раздаче супов, второй на раздаче вторых блюд. Салаты, как правило, уже разложены, клиент их выбирает сам, вмешательство персонала на раздаче не требуется. В целях обслуживания производственного процесса готовки блюд во время раздачи (обслуживания клиентов) было решено ввести еще 2 единицы поваров.
4) Принимая во внимание общую численность обслуживаемых посетителей равную 183,2 человека, а также то, что на мойку посуды после одного человека мойщик посуды тратит 1,5 - 2 минуты с учетом подготовительного времени. Получается, для того чтобы вымыть всю посуду требуется 4,58 – 6,1 часа. Учитывая, что работа по мойке посуды начинается не раннее 12 часов 15 минут (до конца рабочего дня остается 4 часа 45 минут) было принято решение ввести 2 единицы мойщиков посуды. При этом было определено, что в утренние часы мойщики посуды будут осуществлять вспомогательные работы по уборке помещения, переносу продуктов и пр.
Таким образом, было сформировано следующее штатное расписание:
- заведующая столовой – 1 ед;
первая линия обслуживания:
- кассир – 1ед;
- повар – 2 ед;
вторая линия обслуживания:
- кассир – 1ед;
- повар – 2 ед;
- повар – 2 ед.
- мойщик посуды – 2 ед.
Далее в течении организации деятельности столовой и набора персонала, а также после его завершения были произведены мероприятия по нормированию труда сотрудников. В результате было определено, что степень загруженности персонала в течение рабочего дня в среднем составляет 95 – 97%. На основании чего был сделан вывод о оптимальности численности персонала действующей столовой.
Аналогичные мероприятия проводились еще в 10 кафе. В результате была сформирована следующая таблица (см.таблицу 1).
Таблица 1
Штатная численность персонала кафе
|
Среднемесячный выпуск продукции собственного производства, тыс.руб.** |
Численность работников (всего) |
Заведующий столовой |
Заместитель заведующего производством |
Повар |
Прочие |
|
134 |
6 |
1 |
|
4 |
1 |
|
275* |
11 |
1 |
|
6 |
4 |
|
403 |
15 |
1 |
|
9 |
5 |
|
537 |
18 |
1 |
1 |
11 |
5 |
|
805 |
26 |
1 |
1 |
17 |
6 |
* отмечен рассмотренный вариант.
** с учетом инфляции по состоянию на 2010 год.
Следует отметить, что предлагаемые нормы носят лишь рекомендательный характер. Это обусловлено тем, что принимаемое за основу среднемесячное значение выручки от реализации продукции собственного производства может существенно отличаться вследствие колебания уровня цен на продукты питания, размера прибыли заложенного в стоимости обеда и пр.
В целом же использованный аналитический подход при определении оптимальной численности персонала столовой дает вполне корректные результаты, что было подтверждено результатами нормирования.
2. Нормативный способ.
Он основан на разработке нормативов времени на выполнение различных работ и предполагает проведение хронометражных исследований. Иными словами вам необходимо будет стоять рядом со своими работниками с секундомером, и замерять время, расходуемое ими на ту или иную операцию. Рассмотрение этого метода в действии проведем на примере деятельности небольшой фирмы, занимающейся производством химических растворов состоящих из нескольких компонентов и их розлив в пластмассовые бутылки.
Итак, нами был предложен и реализован следующий алгоритм определения технологически обоснованной штатной численности персонала на основе формирования схем расстановки персонала производящего продукцию и обслуживающего оборудование.
Для начала за основу была взята принципиальная схема производства, на которой технический персонал цеха отобразил фактическую расстановку своего персонала (см.рис. 1). При этом был отображен как персонал, производящий продукцию (рабочие места 1,2,4,5,6), так и обслуживающий оборудование (рабочее место 3). Для персонала занимающегося обслуживанием работающего оборудования (наладчики, слесари-ремонтники и пр.) был отображен маршрут обхода оборудования.
Далее технические специалисты в строгом соответствии с технологическим регламентом производственного процесса расписали пооперационно выполняемые функции на каждом рабочем месте (см. табл.2).
Таблица 2
Пооперационные функции, выполняемые персоналом
|
№ п/п |
Наименование профессии |
Наименование операции |
Норма времени на ее выполнение, мин |
Количество операций в смену, шт |
Оперативное время (время основной работы), мин |
|
1 |
Аппаратчик подготовки сырья (1ед) |
|
|
|
|
|
|
Операция 1-1 |
9,59 |
12 |
115,08 |
|
|
Операция 1-2 |
4,21 |
14 |
58,94 |
|
|
Операция 1-3 |
8,46 |
15 |
126,9 |
|
|
|
Итого: |
|
|
300,92 |
|
2 |
Аппаратчик дозирования сырья (1ед)
|
|
|
|
|
|
|
Операция 2-1 |
5,05 |
19 |
95,95 |
|
|
Операция 2-2 |
3,99 |
29 |
115,71 |
|
|
Операция 2-3 |
2,84 |
31 |
88,04 |
|
|
|
Итого: |
|
|
299,7 |
|
3 |
Наладчик оборудования (1ед) |
|
|
|
|
|
|
Операция 3-1 |
4,81 |
26 |
125,06 |
|
|
Операция 3-2 |
6,46 |
38 |
245,48 |
|
|
Операция 3-3 |
3,84 |
41 |
157,44 |
|
|
|
Операция 3-4 |
0,85 |
92 |
78,2 |
|
|
|
Итого: |
|
|
606,18 |
|
4 |
Аппаратчик смешивания (1ед) |
|
|
|
|
|
|
Операция 4-1 |
6,8 |
15 |
102 |
|
|
Операция 4-2 |
2,79 |
19 |
53,01 |
|
|
Операция 4-3 |
3,88 |
34 |
131,92 |
|
|
|
Итого: |
|
|
286,93 |
|
5 |
Аппаратчик дозирования готового продукта (1ед) |
|
|
|
|
|
|
Операция 5-1 |
2,24 |
41 |
91,84 |
|
|
Операция 5-2 |
5,43 |
23 |
124,89 |
|
|
Операция 5-3 |
1,62 |
52 |
84,24 |
|
|
|
Итого: |
|
|
300,97 |
|
6 |
Машинист упаковочной машины (1ед) |
|
|
|
|
|
|
Операция 6-1 |
0,034 |
17860 |
607,24 |
|
|
Итого: |
|
|
607,24 |
Затем были проведены хронометражные исследования каждой операции, результаты были занесены в таблицу 2. Необходимо отметить, что выполнение данных работ связано с большой трудоемкостью, хотя в конечном итоге это оправдывается высокой достоверностью и прозрачностью получаемых результатов.
На основе полученных данных был проведен следующий анализ. Расчетное время основной работы при 12 часовой рабочей смене составляет: 12 часов – 1 час (обеденный перерыв) – 8% (потери рабочего времени на личные надобности из расчета предоставления 10 минутного перерыва каждые 2 часа работы) = 10,12 часов или 607,2 мин.
При этом время фактически, затрачиваемое аппаратчиком подготовки сырья на выполнение основной работы 300,92 мин, что составляет лишь 49,6% (300,92 / 607,2) от расчетного времени основной работы. Аналогично по аппаратчику дозирования сырья, загруженность составляет всего 49,4% (299,7 / 607,2).
Учитывая это обстоятельство, а также то, что постоянное нахождение на рабочем месте данного персонала не обусловлено требованиями надежности работы оборудования было принято решение о совмещении данных рабочих мест. При этом из штатного расписания было выведено рабочее место аппаратчика подготовки сырья (4 штатных единицы при круглосуточной работе) и аппаратчика дозирования сырья (4 штатных единицы при круглосуточной работе), а введено рабочее место аппаратчика подготовки и дозирования сырья (4 штатных единицы при круглосуточной работе). При этом загруженность персонала в течение рабочей смены составила 98,9% (600,62 / 607,2), что достаточно близко к оптимальной.
Аналогичный анализ был проведен по остальным рабочим местам. В итоге было выявлено следующее:
- фактическая загруженность наладчика оборудования в течение смены составляет 99,8% (606,18 / 607,2), что достаточно близко к оптимальной.
- фактическая загруженность аппаратчика смешивания и аппаратчика дозирования готового продукта составляет соответственно 47,3% (286,93 / 607,2) и 49,6% (300,97 / 607,2), что далеко от оптимальной величины. Однако, учитывая требования надежности работы оборудования, согласно которых аппаратчик дозирования готового продукта должен постоянно находится на своем рабочем месте с целью обеспечения непрерывного контроля за режимами дозирования готового продукта. Учитывая это наличие двух данных рабочих мест было признано обоснованным.
- фактическая загруженность машиниста упаковочной машины составляет 100% (607,24 / 607,2), что по формальным признакам оптимально. Однако, при этом бывали случай когда персоналал не успевал упаковывать готовый продукт. Это связанос тем, что скорость подачи готового продукта по транспортеру составляет 1,5 единицы в секунду, соответственно при норме времени на упаковку одной единицы равной 2-м секундам (0,034 х 60) скорость упаковки составляет 0,5 единицы с секунду. Соответственно для обеспечения непрерыной упаковки требуется наличие 3-х рабочих мест (1,5 / 0,5). В данном случае было принято решение о введении в штатное расписание дополнительного рабочего места машиниста упаковочной машины (4 штатных единицы при круглосуточной работе).
Таким образом, на основании проведенного анализа была сформирована новая схема расстановки персонала обслуживающего оборудование и обеспечивающего выпуск готовой продукции (см.рис.2). Далее на основании данной схемы были проведены следующие изменения штатного расписания (см. таблицу 3).
Таблица 3
Изменения штатного расписания сделанные на основании сформированной схемы расстановки персонала.
|
№ |
до |
после |
Отклон. |
||
|
Наименование профессии |
Кол-во штатных единиц |
Наименование профессии |
Кол-во штатных единиц |
||
|
1 |
Аппаратчик подготовки сырья |
12 |
Аппаратчик подготовки и дозирования сырья |
12 |
|
|
2 |
Аппаратчик дозирования сырья |
12 |
Аппаратчик дозирования сырья |
|
-12 |
|
3 |
Наладчик оборудования |
4 |
Наладчик оборудования |
4 |
|
|
4 |
Аппаратчик смешивания |
4 |
Аппаратчик смешивания |
4 |
|
|
5 |
Аппаратчик дозирования готового продукта |
4 |
Аппаратчик дозирования готового продукта |
4 |
|
|
6 |
Машинист упаковочной машины |
8 |
Машинист упаковочной машины |
12 |
+4 |
|
|
Итого: |
44 |
|
36 |
-8 |

Рис.1. Действующая (или предлагаемая) схема расстановки персонала, производящего продукцию и обслуживающего оборудование условного производственного процесса
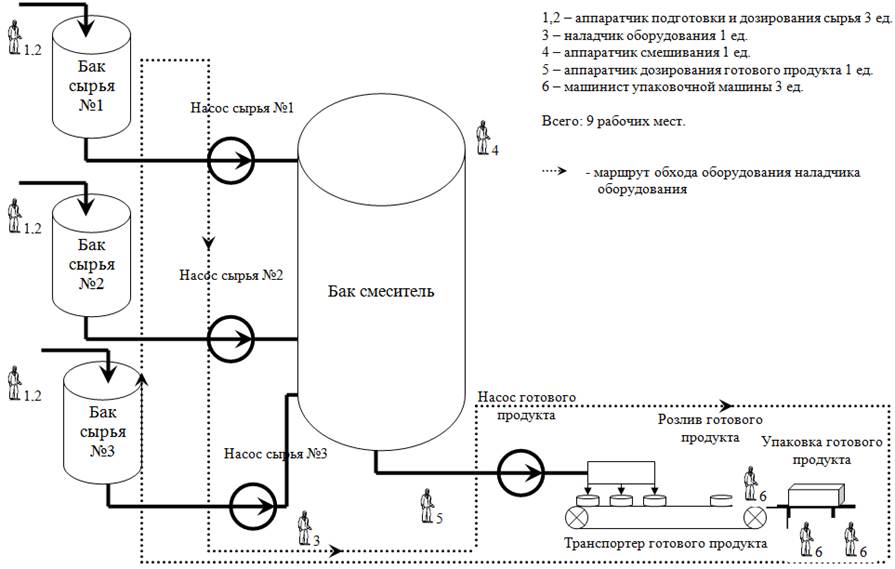
Рис.2. Схема расстановки персонала, производящего продукцию
и обслуживающего оборудование условного производственного процесса после анализа и оптимизации
Таким образом, численность персонала была снижена на 8 штатных единиц без каких-либо негативных последствий для технологического процесса производства или его надежности. Предлагаемый подход был успешно апробирован на различных промышленных предприятиях и дал положительные результаты. Формирование предлагаемых схем дает возможность критически оценить и в конечном итоге сформировать технологически и экономически обоснованную штатную численность персонала и его расстановку.
Можно предложить еще один способ, связанный с нормированием труда персонала. Он может вам пригодится, если у вас есть несколько однотипных торговых и/или производственных объектов.
Подход основан на методе самонормирования труда работников с проведением выборочных, контрольных замеров сотрудниками аппарата управления компании. Нами был разработан следующий алгоритм [1]:
1. Определение перечня работ, подлежащих нормированию за отчетный период (месяц или квартал) (см. рис. 3). В данном случае рассмотрена ситуация, когда филиалы имеют сходную организационную структуру и одинаковые требования по организации работы и подготовки отчетов и/ или выполнения операций. Данный подход применим и при различных организационных структурах филиалов, только при этом необходимо четко определиться какие функции закреплены за какими подразделениями. Информация может быть представлена либо в виде схемы как показано на рис. 3 или в виде таблицы (табл. 4). При большом количестве номенклатуры выполняемых работ представление информации в табличном виде представляется нам более предпочтительным. Однако, схематичное отображение является более наглядным.

Рис. 3. Определение «ветвей» нормирования.
На данном этапе руководители подразделений формируют перечень работ, отчетов и пр. которые выполняются (формируются) в руководимом им подразделении. В целях оценки загрузки каждого специалиста данный перечень должен обязательно формироваться отдельно по каждому сотруднику отдела. При этом при формировании перечня работ достаточно много зависит от компетентности руководителя подразделения, который должен постараться предусмотреть все возможные работы. В таком случае возникающие разовые задачи будут появляться редко и сильно не повлияют на загруженность персонала. В случае же возникновения разовой крупной задачи необходимо будет перераспределить работу между персоналом пропорционально существующей загрузки.
2. Проведение самонормирования. На данном этапе всем сотрудникам всех филиалов предлагается провести самостоятельное нормирование своего труда. При этом в целях избегания резкого завышения норм времени предлагается в приказном порядке объявить сотрудникам, что в случае отклонения в большую сторону норм, полученных путем самостоятельного нормирования, от результатов контрольного нормирования, по данным специалистам будет назначаться внеочередная аттестация (с обязательным ее последующим проведением). Данный подход объясняется простой логикой если специалист тратит на выполнение той или иной задачи рабочего времени на 10% больше чем, другие специалисты, то либо он не обладает достаточной компетенцией, либо халатно подошел к вопросам самонормирования.
Таблица 4
|
Наимено-вание предприя-тия |
Подразделе-ния
|
Специалисты
|
Работы, выполняемые специалистами |
Результаты само-нормирования, ч |
Результаты контрольного нормирования, ч |
Среднее арифмети-ческое значение, ч |
|
Филиал 1 |
Бухгалтерия |
Бухгалтер |
Подготовка отчета 1 |
2,1 |
2 |
2,08 |
|
Подготовка отчета 2 |
1,5 |
Не проводится |
1,53 |
|||
|
Филиал 2 |
Бухгалтерия |
Бухгалтер |
Подготовка отчета 1 |
2,2 |
Не проводится |
- |
|
Подготовка отчета 2 |
1,4 |
1,6 |
- |
|||
|
Филиал 3 |
Бухгалтерия |
Бухгалтер |
Подготовка отчета 1 |
2 |
Не проводится |
- |
|
Подготовка отчета 2 |
1,6 |
Не проводится |
- |
3. Результаты самонормирования консолидируются в аппарате управления. Сотрудники аппарата управления проводят выборочное, контрольное выездное нормирование. При этом контрольное нормирование должно проводится по каждой работе, но только в одном филиале.
4. Далее определяется среднее арифметическое значение полученных норм времени в результате самостоятельного нормирования специалистов и контрольного нормирования (см. табл.4).
Подготовка
отчета 1: ![]()
Подготовка
отчета 2: ![]() и т.д.
и т.д.
Так формируется норма времени на подготовку отчета 1 и 2 для всех филиалов компании. Возможно также введение поправочных коэффициентов к данным нормам, характеризующих интенсивность труда. Например, при принятии нового сотрудника предлагается введение повышающего коэффициента к нормам времени 1,1 с целью его разгрузки на период адаптации и обучения, но на срок не более 2-х месяцев. Также на основе сформированного перечня работ и полученных норм времени на их выполнение руководитель подразделения может осуществить перераспределение работ между сотрудниками в целях их равномерной загрузки.
5. Определение необходимой численности осуществляется следующим образом:
- необходимо сложить по всем работам нормы времени на их выполнение за отчетный период (например, за месяц);
- к полученному значению прибавляется 10% времени на подготовку и организацию работы, а также время обеденного перерыва;
- делим полученное значение на месячную норму времени.
Пример:
Сумма норм времени по всем работам в месяц – 869,1 часов
Подготовительное время в месяц (10%) – 86,9 часов
Время обеденного перерыва в месяц – 20 часов
Всего в месяц: 976 часов
976 часов в месяц / 160 часов в месяц отработанных одним человеком = 6,1 человек. Таким образом, для выполнения данной работы необходимая численность составляет 6 человек.
Предлагаемый подход позволяет определить необходимую численность специалистов по той или иной функции, а также обеспечить равномерную загрузку специалистов. В качестве преимущества предлагаемого подхода следует выделить тот факт, что процесс самостоятельного нормирования специалистов значительно менее трудоемок по сравнению с проведением нормирования сторонними специалистами. При этом необходимая достоверность полученных результатов достигается за счет проведения выборочного, контрольного нормирования, проводимого сотрудниками управления. Также предлагаемый подход позволяет выявить тех, специалистов, которые вследствие разных причин не справляются со своей работой и поставить вопрос об их соответствии занимаемой должности.
Предлагаемые механизмы являются основными и хорошо практически применимыми.
Еще в качестве возможного механизма снижения затрат на оплату труда следует выделить аутстаффинг. Это сравнительно новый для российской действительности вид услуг. В общем виде аутстаффинг – это сделка организации с кадровым (лизинговым) агентством, в ходе которой последнее передает заказчику сотрудников для осуществления ими трудовой деятельности на определенное время за определенную плату. В ряде случаев такая схема экономически будет выгоднее, чем платить своему персоналу заработную плату и налоги с нее. Этот вариант необходимо просчитывать. Например, так как представлено в табл.5 [2].
Таблица 5
Расчет экономической эффективности аутстаффинга
|
Собственный персонал |
Привлеченный персонал агентства |
||
|
Фонд оплаты труда, руб. |
30000 |
Сумма разового платежа за подбор персонала |
12000 |
|
продавец-консультант, чел. |
3 |
продавец-консультант, чел. |
3 |
|
средняя заработная плата |
10000 |
разовый платеж, руб/чел. |
4000 |
|
Страховые взносы в государственные внебюджетные фонды, руб. |
10200 |
Ежемесячная оплата услуг агентству, руб |
36000 |
|
- пенсионный фонд 26% |
7800 |
продавец-консультант, чел. |
3 |
|
- фонд социального страхования 2,9% |
870 |
ежемесячная оплата услуг агентству, руб/чел |
12000 |
|
- федеральный фонд обязательного медицинского страхования 2,1% |
630 |
|
|
|
- территориальный фонд обязательного медицинского страхования 3% |
900 |
|
|
|
Итого затрат в месяц: |
40200 |
Итого затрат в первый месяц: |
48000 |
|
Всего затрат в год: |
482400 |
Всего затрат в год: |
444000 |
|
Экономия в год: |
|
|
-38400 |
В рассмотренном выше примере получается, что в первый месяц работы по системе аутстаффинга организация понесет большие затраты чем по традиционной системе за счет выплаты разового платежа за подбор персонала. Однако в последствии в течении года это увеличение затрат компенсируется и по итогам работы за год будет получена экономия в размере 38,4 тыс.руб. Аустаффинговая организация в свою очередь может позволить себе оказывать услуги по такой цене в следствии найма более «дешевого» персонала и / или за счет более низких ставок страховых взносов в государственные внебюджетные фонды. В принципе ваша организация может сама быть учредителем такого агентства и перевести часть своего персонала в него.
Конечно же это не все способы оптимизации затрат на персонал. Автор остановился только на самых основных и наиболее действенных. Однако и их применение, как показывает практика, дает весьма ощутимый результат.
Список литературы
1. Мансуров Р.Е. Решебник для HR-директора. Настольное пособие по решению проблем. // Изд-во «LAP LAMBERT Academic Publishing», Saarbrücken, Germany, 2011г. 250 стр. (16 п.л.)
2. Мансуров Р.Е. HR-директор. Практические решения для начинающих руководителей // Изд-во «Вершина», М.: 2009г., 237 стр. (15 п.л.)